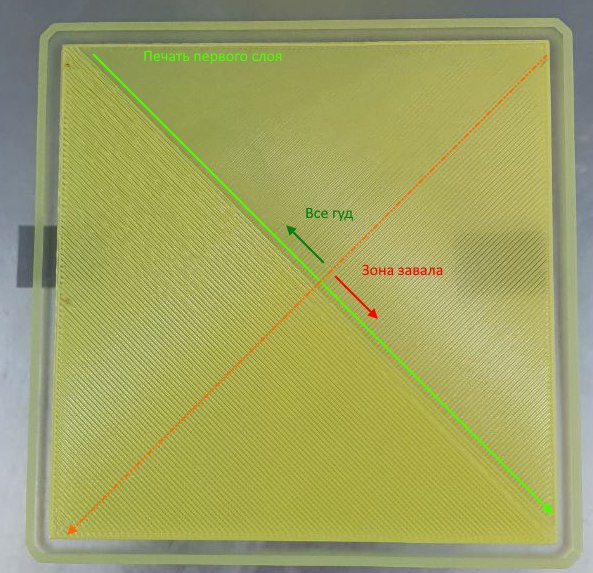
Такс ребят, я снова со своими проблемами. У меня уже закончились идеи и настроение если можно подсобите по делу советом, без подьебов ибо после такого количества ебли я их не пойму. Проблема вот в чем при печати деталей с большим первым слоем из за легких движений автокомпенсации уровня стола накапливается погрешность и плывет высота стола что по итогу выливается в вот такой не ровный первый слой и можно сказать почти полное отсутствие второго. Тут многое зависит от удачи, бывает оно прокатывает но чаще всего проблема сохраняется. Катал стол вверх вниз с индикатором, если движения образно 100мм+ и обратно (ну или 10) оно в +- 0.05 погрешности укладывается, но вот если делать движения стола вверх вниз по 0.5 - 1мм то начинает накапливаться ошибка. При отключении автоуровня и выставлении нормально стола очевидно что данная проблема исчезает (это долгое время был единственный метод печати больших деталей для меня). Пробовал менять ток на двигателях (от 600 до 1А), пробовал менять гайки (плотно посаженный ПОМ без люфта и латунная с люфтом), пробовал уменьшать\увеличивать скорость стола - не помогает. Если кто сталкивался и есть идеи я буду очень признателен